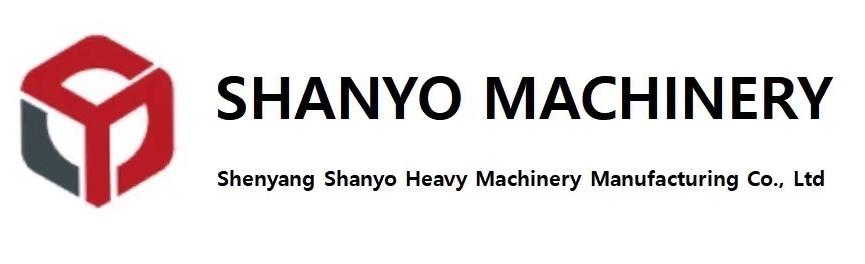



Переваги продукту Heavy Plate Feeder
1,Матеріал панелі в структурі ланцюгової пластини - 16Mn, товщина - 20-30 мм, а Годівниця для важких пластинвдавлюється в дугоподібну структуру.
2,Ланцюгові пластини круглої дугової структури взаємодіють одна з одною, щоб запобігти витоку матеріалу під час транспортування матеріалу. Ланцюгова пластина являє собою зварний конструкційний елемент з великою композитною товщиною, т Годівниця для важких пластинмає високий модуль пружності при вигині.
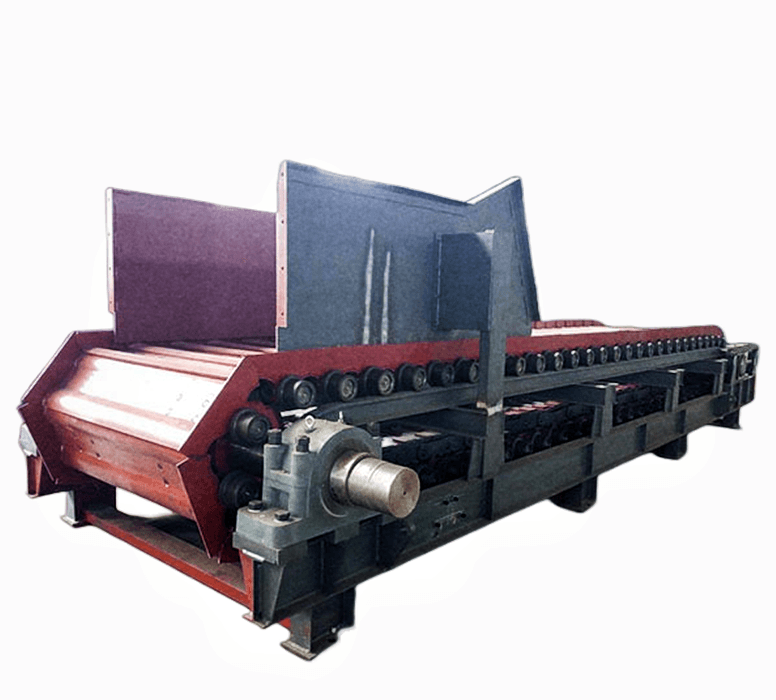
3.Ланцюгова пластина з дугою кола поділяється на конструкції з одинарною дугою кола та подвійною дугою кола, а також Годівниці для важких пластинпродуктивність аналогічна. Ви можете вибрати будь-який з них відповідно до вимог клієнта.
4.Ланцюг танків, ланцюг його машинобудівного обладнання для штампування, прийнято. Висока міцність, висока твердість, не потребує змащення під час роботи.
5.Ланцюгплитапідтримується декількома групами буксирів, з рівномірною напругою та невеликою деформацією, а буксир має вбудовані підшипники, що робить опір експлуатації обладнання невеликим.
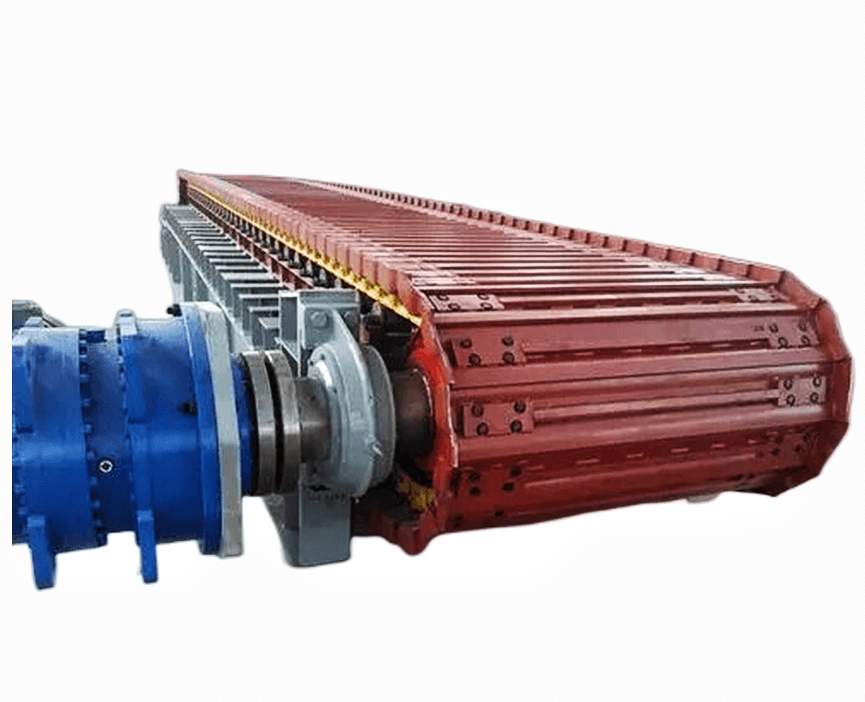
6.Проміжна операція є стабільною, без фундаментних болтів, просто вставте сталеву пластину на фундамент, вирівняйте обладнання та точково зваріть основу на вбудованій сталевій пластині.
7.Двигун регулювання швидкості змінної частоти прийнятий для забезпечення різних вимог до потужності та роботи.
Технічний параметр Годівниця для важких пластин

Інструкції з Інсталяції
01. Монтаж підрамника
1) Обладнання розміщується на основі конструкції.
2) Розміщення обладнання: Обладнання має бути попередньо закріплено анкерними болтами відповідно до креслення фундаменту (відповідно до вимог користувача анкерні болти також можна не використовувати та використовувати попередньо вбудовану залізну схему):
a. Виконайте другу заливку відповідно до положення фундаментних болтів на кресленні фундаменту.
b. Після застигання вторинного шпаклівочного шару встановлюють фундаментну раму.
3) При установці підрамника слід дотримуватися суворої рівності. Перед установкою відповідні положення демпферів підрамника необхідно відшліфувати рівно, а рівність фундаменту перевірити за допомогою рівня.
4) Підтримка рівності основи може забезпечити динамічний баланс обладнання, таким чином ефективно забезпечуючи надійність машини.
02. Монтаж елементів трансмісії
1) Підшипники встановлюються в гарячому стані, а осьове положення підшипників відносно валу трансмісії повинно бути забезпечено під час встановлення валу трансмісії.
2) Після встановлення трансмісійного валу слід перевірити осьовий рух.
3) Під час встановлення сальника та основного шківа необхідно нанести шар герметика на плоску контактну частину та плоску поверхню ключа.
4) Розбирання провідного шківа можна здійснити за допомогою гідравлічного пристрою.
03. Монтаж компонентів збудника
1) Компонент збудника має три ексцентрикові блоки зі шпонками, що відповідають верхньому та нижньому ексцентриковим блокам і втулці вала. На втулці вала є три комплекти шпонкових канавок, які можна замінити різними наборами шпонкових канавок, щоб подовжити термін служби втулки вала.
2) На зовнішній стороні віялоподібної частини трьох ексцентричних блоків є кілька пазів. Довга шпонка фіксує середній ексцентриковий блок силою верхнього і нижнього ексцентрикових блоків. Під час використання відносне положення середнього ексцентрикового блоку та верхнього та нижнього ексцентрикових блоків можна змінювати за потреби для отримання різних сил роздавлювання.
3) Під час завантаження та розвантаження ексцентрикових блоків можна використовувати невеликий кутовий клин, щоб трохи розширити отвір ексцентрикового блоку для легкого завантаження та розвантаження.
4) Зафіксуйте ексцентрик за допомогою високоміцних сталевих болтів, щоб гайку втопити у відкритий паз з одного боку. Якщо через умови інші високоміцні болти можна використовувати тільки на місці, необхідно переконатися, що болти не повертаються на 90 ° після опускання. В іншому випадку тонкі залізні пластини повинні бути приварені з будь-якої симетричної сторони гайки, щоб гарантувати, що гайку можна зафіксувати відкритою канавкою.
5) Після затягування гайки таким чином, щоб дві площини в отворі були паралельні, використовуйте силовий стержень завдовжки один метр, щоб знову затягнути гайку до певного кута під час застосування сили попереднього затягування. Доклавши зусилля попереднього затягування, зафіксуйте гайку.
6) Встановіть дві стопорні пластини, які знаходяться впритул до ексцентрика. Якщо між верхньою поверхнею та осьовою шпонковою канавкою втулки вала є зазор, під фіксуючу пластину можна підкласти тонку залізну пластину, щоб компенсувати цей зазор. Затягніть болти і щільно їх зафіксуйте.
04. Монтаж компонентів збудника та динамічної конусної опори
1) Щоб забезпечити рівномірний і тонкий контакт, допоміжну опорну сферичну накладку слід почистити та відполірувати разом із сталевою накладкою динамічної конічної опори, і кожні 25 мм на зовнішньому кільці сферичної накладки мають бути забезпечені × 25 мм мають 10-15 контактів точок, забезпечуючи також невеликий кільцевий зазор у внутрішньому кільці.
2) Поставте збудник вібрації рівно на землю разом із рухомою конусною опорою, розташованою на ньому. Помістіть фланець на втулку вала, встановіть конічну втулку та стопорне кільце та переконайтеся, що стопорне кільце входить у окружну шпонкову канавку втулки вала та занурюється в сходинку конічної втулки.
3) Повільно підніміть рухому конусоподібну опору, щоб дозволити збуднику трохи відірватися від землі. Затягніть 8 болтів на фланці крок за кроком, кілька разів і симетрично, а потім зафіксуйте болти попарно залізним дротом.
4) Правильне встановлення допоміжної опорної сферичної колодки та збудника сприяє забезпеченню надійності роботи обладнання.
05. Монтаж рухомих конусних елементів
1) Зніміть захисний масляний шар з покритого шпинделя, сферичної та конічної поверхні.
2) Нанесіть шар жовтого сухого масла на поверхню шпинделя, а шар тонкого масла на сферичну та конічну поверхні.
3) Оберніть шпиндель тонким пластиковим папером, щоб запобігти забрудненню.
4) Помістіть рухомий конус на залізну раму, приваріть два симетричних підйомних кільця на зовнішній поверхні обшивки рухомого конуса, підніміть обшивку рухомого конуса та встановіть її на рухомий конус. Встановіть невелику пластину підкладки, опорне кільце та накидну гайку (ліва різьба), а потім за допомогою спеціального ключа та кувалди затягніть накидну гайку. Використовуйте щуп, щоб перевірити зазор між навколишньою облицювальною пластиною рухомого конуса та рухомим конусом, переконавшись, що зазор майже дорівнює нулю та постійний навколо.
5) Під час складання підніміть рухомий конус за накидну гайку, обережно та повільно помістіть головний вал рухомого конуса у втулку вала компонента збудника вібрації та впевнено стикайтеся сферичною поверхнею рухомого конуса зі сферичною прокладкою. опори рухомого конуса, уникаючи того, щоб язичкове кільце або зовнішній край рухомого конуса піднялися на опору рухомого конуса та пошкодили кільце ущільнювача.
06. Установка регулювального кільця
1) Компоненти регулювального кільця включають бункер, різьбове кільце та облицювальну пластину з фіксованим конусом, і якість їх встановлення також може впливати на стабільність роботи обладнання, ефект дроблення та термін служби облицювальної пластини з фіксованим конусом.
2) Фіксована пластина конуса та різьбове кільце стикаються через конічну поверхню. Під час монтажу розташуйте облицювальну пластину з фіксованим конусом у правильному положенні, розташуйте безпосередньо на ньому різьбове кільце, помістіть фланець на різьбове кільце, затисніть стопорне кільце на зовнішньому кільці шийки облицювальної пластини з фіксованим конусом, а потім затягніть болти один за одним, багаторазово та симетрично, щоб підняти та затиснути фланець.
3) Після встановлення облицювальної пластини з фіксованим конусом можна встановити такі компоненти, як прес, ущільнювальне кільце та бункер.
07. Установка запірного механізму
1) Визначте відносне положення фіксуючої конструкції та опорного кільця на основі позиціонуючого штифта, закрутіть регулювальне кільце та відрегулюйте відповідне положення, щоб отримати відповідний робочий розрядний зазор.
2) Завжди переконайтеся, що запірна конструкція розташована паралельно опорному кільцю, відкрийте насосну станцію високого тиску, відрегулюйте тиск до 13 МПа та поступово, багаторазово та симетрично загвинтіть верхній стрижень домкрата запірної конструкції, доки він повністю не закрутиться. затягнутий.
3) Вимкніть насос високого тиску та зніміть залишковий тиск з насоса високого тиску.
4) Через фіксуючу структуру, що досягається за допомогою дискових пружин, насос високого тиску не можна відкрити під час нормальної роботи обладнання.
08. Установка мастильного пристрою
1) Змащувальний пристрій встановлюється відповідно до монтажної схеми, наданої нашою компанією, і користувачі повинні підготувати необхідні маслопроводи HG4-761-74 та інші частини для встановлення. Шланг подачі масла повинен витримувати тиск>10 МПа.
2) Конфігурація змащувального пристрою повинна забезпечувати плавне змащування входу та повернення масла.
3) Після завершення встановлення пристрою для змащування спочатку слід перевірити пристрій для змащення, а систему змащення та керування слід налагодити. При виявленні будь-яких несправностей в системі змащення їх необхідно розібрати і відремонтувати.
4) Необхідно також налагодити систему контролю температури та тиску мастильного пристрою та перевірити надійність електричного контактного манометра та температурного манометра, а також їх з’єднання з електричною шафою керування, регулюючи тиск та температуру. верхній і нижній граничні покажчики, для забезпечення надійності системи керування обладнанням.
Служба постійного зворотного зв’язку
ShanYo також стурбована не лише обладнанням, яке ми продамо завтра, але й тим, що вже буде в полі. Завдяки відношенню до клієнта ShanYo наголошує на тому, що минулі продажі так само важливі, як і майбутні. Через це ShanYo періодично зв’язуватиметься з поточними користувачами, щоб зібрати відгуки та запропонувати будь-які практичні відгуки або необхідні коригування, які допоможуть отримати максимальну користь для всіх наших клієнтівходьба

Сертифікати 🔗


Фотографії з виставки 🔗